
施工
仕事の種類
(溶接技能者)

高温で液状に溶かした金属をコントロールしながら溶接作業を行う。
目的と役割
溶接を利用するものづくりにおいて最適な溶接方法を準備しても、良い腕前をもった溶接技能者がいないと品質の良い製品はできません。高層ビル、橋梁、圧力容器、船舶などの大型構造物の製作では人の手で溶接する必要が多く、また、ロボット溶接が注目されている自動車の組み立て作業などでも、組立て前の細かく複雑な部品は人の溶接でつくられていることが多いです。こうしたことから溶接技能者はさまざまな工業分野で活躍でき、その活躍期間は他のものづくり技能に比べ長く続くでしょう。他方で、溶接製品の品質保持のためには溶接技能者のレベルアップは欠かせません。
溶接作業の種類
溶接作業で最も一般的な方法がアーク溶接です。金属の電極棒と製品金属(母材)の間に電気を流し、その際に発生するアーク放電現象で生じる高温の熱で母材を溶かし、原子レベルで完全に一体化してくっつける(接合する)のがアーク溶接です。この際、母材だけでなく溶加材という添加材料も一緒に溶かしながら溶接しています。代表的なアーク溶接には手溶接(被覆アーク溶接、ティグ溶接)、半自動溶接(炭酸ガスアーク溶接など)があります。被覆アーク溶接とティグ溶接は溶加材(溶接棒、溶加棒)を手で送りながら溶接するので手溶接と呼ばれます。被覆アーク溶接は屋内外問わずどんな場所でも手軽な方法で溶接できるのが長所です。ティグ溶接は不活性なガスでアークをシールドするので、ステンレス鋼など高品質な溶接をするのに向いています。半自動溶接はボタン一つで針金状の溶接ワイヤ(溶加材)をモーターで自動的に供給できる装置を用いることで効率的に溶接でき、大量生産品や大型製品を溶接する工場でよく使用されます。

手溶接
(被覆アーク溶接)
約34分

手溶接
(ティグ溶接)
約27分
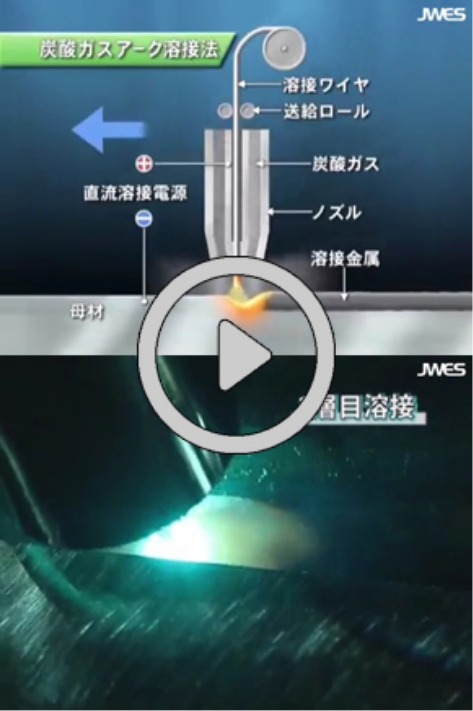
半自動溶接
(炭酸ガスアーク溶接)
約35分
業務内容
アーク溶接は太陽の表面温度4,000~6,000℃を超える高温の熱源を用い、母材となる金属を液状にしてくっつけます。この難易度は溶接をする向き(溶接姿勢)によって大きく変わります。下向きが基本で、できるだけこの姿勢で溶接したいところですが、現場では立向き、横向き、上向きといったより難しい姿勢や複数の姿勢を組み合わせて溶接することが必要となる場合もあり、液状になった金属が重力で垂れ落ちてくるのをうまくコントロールする技量が求められます。
基本の姿勢

より難しい姿勢
(液状の金属が垂れ落ちてくる)



※写真は半自動溶接
(撮影:群馬県立高崎産業技術専門校)
また、一般的に大きな電流を流す程、高温状態をつくることができますが、母材の種類や厚みの違いなどにより適切な値は異なるため、どういう条件ではどの程度の電流を流し、どの程度の速度で溶接すればよいかといった加減もしっかり身につける必要があります。
例えば、日本溶接協会の資格では溶接技能者の技量を下表のように母材の厚みと溶接姿勢で分類し、それぞれの試験に合格することで技量レベルを証明しています(こうした資格制度により、技量はスポーツの習得と同じような感覚でレベルアップできるのです)。
例)日本溶接協会の半自動溶接技能者の資格種類の一部
| 母材の厚み | 基本級 | 専門級 | |||
|---|---|---|---|---|---|
| 下向き | 立向き | 横向き | 上向き | 全姿勢 | |
| 薄板 (厚さ3.2mm) | SN-1F | SN-1V | SN-1H | SN-1O | SN-1P |
| 中板 (厚さ9.0mm) | SN-2F | SN-2V | SN-2H | SN-2O | SN-2P |
| 厚板 (厚さ19.0mm) | SN-3F | SN-3V | SN-3H | SN-3O | SN-3P |

魅⼒とやりがい
まず、「自分で溶接した製品が見える形で残る」ので、仕事の達成感や社会貢献の実感が得られやすいことが魅力です。また、溶接現場で求められる技量は溶接姿勢、製品金属(母材)の種類や厚みの違いなどにより異なり、経験や訓練の積み重ねで習得できるのでレベルアップを実感できるとともに、仕事の幅も広げることができます。こうして技量が高まるにつれ、専門職としていろいろなものづくり現場で重宝され長く続けられます。さらに技量が高まれば社会的な評価を受け、「日本溶接協会マイスター」や、国の「ものづくりマイスター」、「現代の名工」に認定される方、黄綬褒章を受章される方もいます。
なお、溶接作業は女性にも長く続けやすい職業であり、溶接技能者として活躍する女性、活躍したい女性を日本溶接協会は特設サイト「溶接女子会」で応援しています。
この仕事の若手インタビュー

施工(溶接技能者)
入社9年目 -2026年3月現在-
溶接の先に最高の興奮がある
ジャパン マリンユナイテッド株式会社 横浜事業所
浅海 大輝さん
保有資格
半自動溶接技能者SA-3FVO(日本溶接協会)

施工(溶接技能者)
入社5年目 -2025年3月現在-
製品を作る責任の重みが、大きなやりがいに
株式会社総合車両製作所
谷川 渚さん
保有資格
手溶接技能者N-2F(日本溶接協会)
半自動溶接技能者SN-2FH(日本溶接協会)

施工(溶接技能者)
入社5年目 -2024年3月現在-
努力が目に見えて形になる、そこが魅力
日鉄パイプライン&エンジニアリング株式会社
貝塚溶接技術センター
藤井 瑠渉さん
保有資格
手溶接技能者N-2P、N-3P、T-1P(日本溶接協会)
半自動溶接技能者SA-3P(日本溶接協会)
活躍できる職場
高層ビル、橋梁、圧力容器、船舶、自動車、鉄道車両、航空機はじめ製造業の多くの現場で求められる職種であり、企業の大小を問わずさまざまな職場で幅広い年齢の人が働いています。復職や業界を超える形での転職などもしやすいです。高度な技量をもって独立している人も少なくありません。最近は小型扇風機のついた空調服などもあり、溶接作業時の快適性も増しています。
安全教育
溶接作業は太陽の表面温度を超える高熱を扱うため、火傷や蒸発金属(ヒューム)を吸い込むなどの危険性もありますが、防護服やマスクをきちんと着用するなどの対策をすれば防ぐことができます。会社はアーク溶接を業務で行わせる人に「アーク溶接特別教育」を受けさせることが労働安全衛生法という法律で義務付けられています。(アークではなく、ガスを熱源とするガス溶接もあり、これは「ガス溶接技能講習」を受けさせることが会社に義務付けられています。)
代表的な資格
溶接する構造物によって求められる技量や品質は異なるため、それぞれの構造物ごとに独自の資格があります。最も広く普及している基本的な資格は日本溶接協会がJISやWES(日本溶接協会規格)に基づいて認証する溶接技能者資格です。一般鋼材やステンレス鋼のほか、チタンやプラスチックなどの特殊材料も扱っており、鉄骨建築業界、ボイラ・圧力容器業界をはじめ年間約10万人が受験しています(資格保有者は約23万人)。下向き姿勢の基本級、その他の姿勢の専門級と2段階のレベルが設定され、さらに母材の厚みにより資格種類が細分化されます。
※学校経由で受験を申込む20歳以下の学生には、料金の一部優遇制度があります。
日本溶接協会の関連資格
代表的な他団体の資格
- アルミニウム溶接関係-アルミニウム溶接技能者資格(軽金属溶接協会)
- 造船関係-溶接士技量確認試験(日本海事協会)
- ボイラ・圧力溶接器関係-ボイラー溶接士(安全衛生技術試験協会、日本ボイラ協会)
- 建築関係-AW技量検定試験(AW検定協会)
仕事の種類
Welding World